Unter Hot Tapping versteht man das Anbohren von unter Druck stehenden Rohrleitungen und Behältern im laufenden Betrieb.
Dadurch muss die Anlage nicht heruntergefahren werden sondern kann während der Umbauarbeiten weiter produzieren.
Ziele des Hot Taps
- Einbindung zusätzlicher Anlagenteile
- Installation neuer Messpunkte
- Vermeidung von Produktionsunterbrechungen
- Erhaltung der Anlagensicherheit
Ablauf eines Hot Taps:
- Auf einen Bauseits durch den Kunden neu angeschweißten Stutzen wird eine Absperrarmatur aufgeflanscht
- Sofern Kundenseits noch kein neuer Stutzen gesetzt / angeschweißt wurde (evtl. weil Schweißarbeiten nicht möglich sind), konstruieren wir einen nicht invasiven Fitting, welcher die Funktion eines temporären Stutzen übernimmt)
- Auf die Absperrarmatur wird unsere Hot-Tap Anbohrmaschine aufgebracht (diese verfügt über nach aussen abgedichtetes Bohrsystem, so dass kein Medium aus der Leitung beim Bohren entweichen kann)
- Die Bohrung erfolgt dann mit einer Art Kronenbohrer durch die geöffnete Armatur
- Beim Durchbruch des Bohrers durch die Leitung wird durch eine Vorrichtung verhindert, dass der Ausschnitt oder die Bohrronde nicht in die Leitung fällt, sondern am Bohrer festgehalten wird
- Der Bohrer wird nach dem Durchbruch mit dem ausgeschnittenen Rohrleitungsstück in die Hot Tap Maschine zurückgefahren
- Die Armatur wird geschlossen und die Hot Tap Maschine kann demontiert werden
Diese Seite befindet sich gerade im Umbau.... wir bitten um Ihr Verständnis
Unser 24/7 Notfalltelefon +49 6322 9468-29
 Leckageabdichtung made by GIDEMA
Leckageabdichtung made by GIDEMA
Als vom TÜV zertifizierter Fachbetrieb für Leckageabdichtungen im laufenden Betrieb können Sie sich auf uns verlassen!
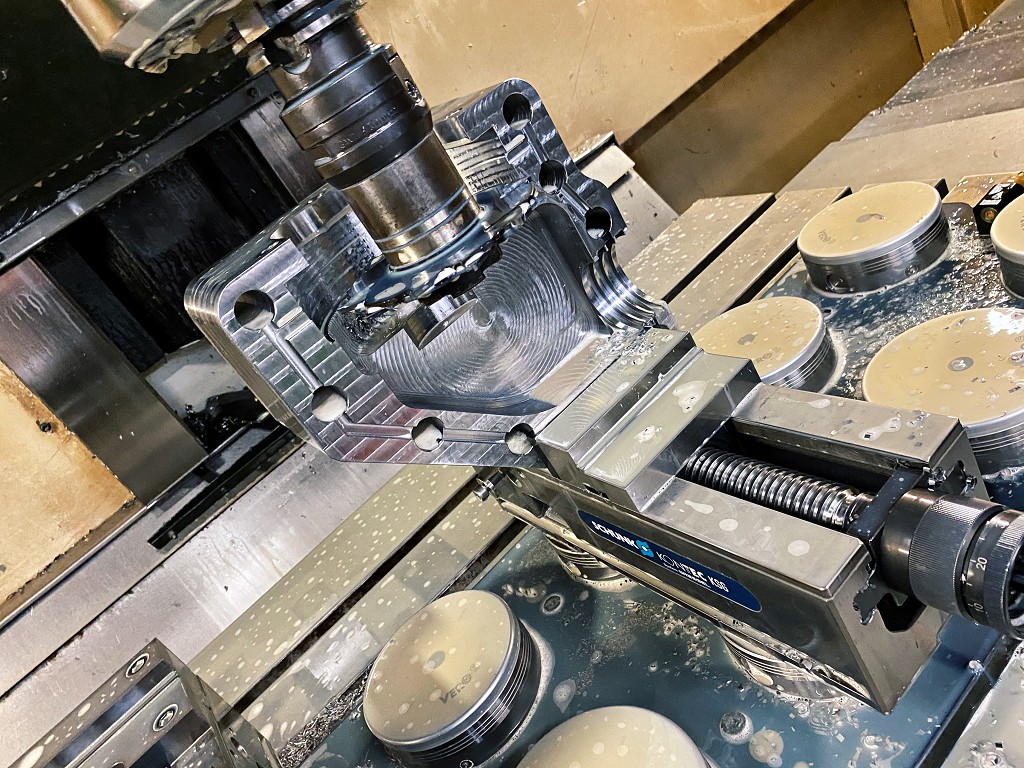
Unsere Bauteile aus geprüftem und zertifizierten Materialien werden individuell für Ihre Leckage entwickelt, konstruiert und nach TÜV zertifizierten Verfahren berechnet. Die Fertigung der Bauteile erfolgt computersimuliert über unsere 3D-CAM Systeme gefolgt von der Herstellung auf modernsten computergesteuerten 5-Achs-CNC-Fräszentren.
Dadurch erreichen wir ein höchstmaß an Präzision und Genauigkeit. Unsere in den Fräsmaschinen fest integrierten Messsysteme führen im Anschluss automatisiert eine Bauteilvermessung durch, so dass Sie sich auf die Qualität und Funktionalität unserer Bauteile 100% verlassen können.
Unser Ziel bei der Abdichtung Ihrer Leckage: 100% sicher, 100% genau, 100% dicht!
Wir dichten eine Vielzahl von Leckagen an unterschiedlichsten Bauteilen zuverlässig ab, dabei spielt es keine Rolle ob die Undichtigkeit an einer Rohrleitung, einem Flansch, einer Armatur oder einem Behälter aufgetreten ist. Unsere geschulten und erfahrenen Techniker prüfen eine Machbarkeit der Abdichtung für Sie vor Ort und sprechen mit Ihnen alle Arbeitssicherheitsaspekte durch.
Rahmenparameter unserer Abdichtungen im laufenden Betrieb:
- Temperaturen von -100°C bis 885°C
- Bis zu einer Druckstufe von 400 bar
- Keine Medieneinschränkungen
- Individuelle Sicherheitskonzepte
- 50t zertifiziertes Basismaterial für unsere Kunden vorrätig
Ablauf einer Abdichtung
 1. Feststellung einer Leckage durch den Anlagenbetreiber
1. Feststellung einer Leckage durch den Anlagenbetreiber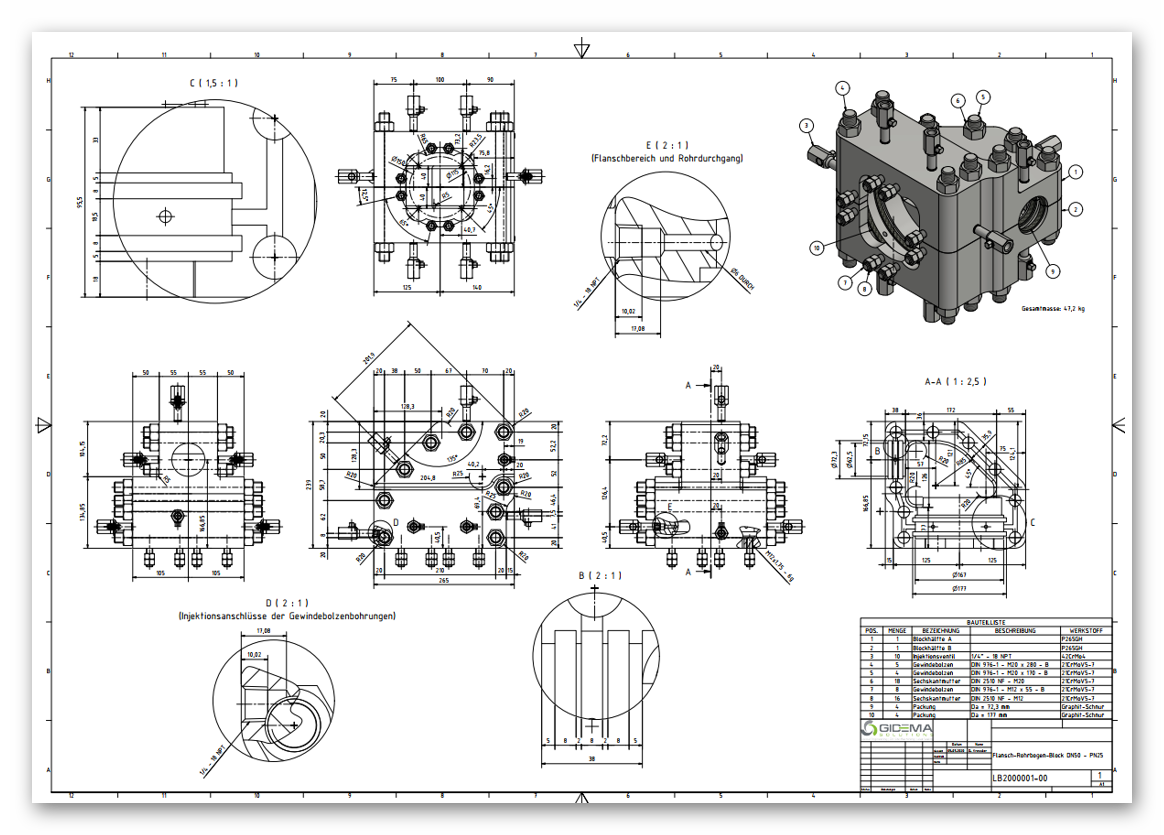
2. Kontaktaufnahme per Telefon, beispielsweise über die Notrufnummer +49 6322 9468-29
3. Nach dem Austausch erster Informationen über die Leckage machen sich unsere Techniker vor Ort ein Bild und besprechen die Machbarkeit sowie die möglichen Arten einer Abdichtung. In diesem Erstgespräch werden auch sicherheitsrelevante Themen zur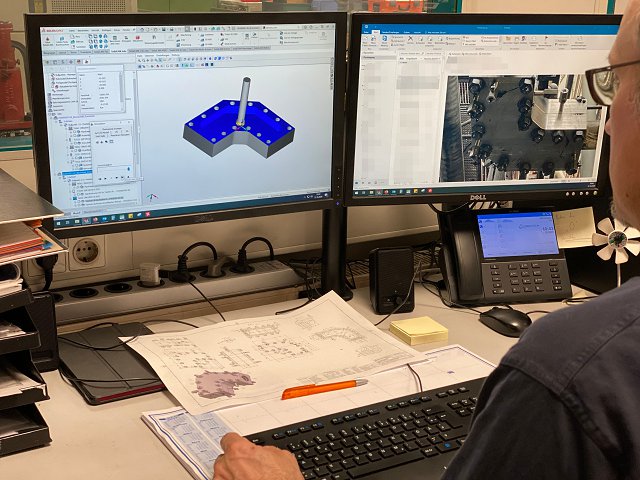 Durchführung der Abdichtung vor Ort besprochen.
Durchführung der Abdichtung vor Ort besprochen.
4. Maßaufnahme der Leckage sowie der umliegenden Geometrien und Störkonturen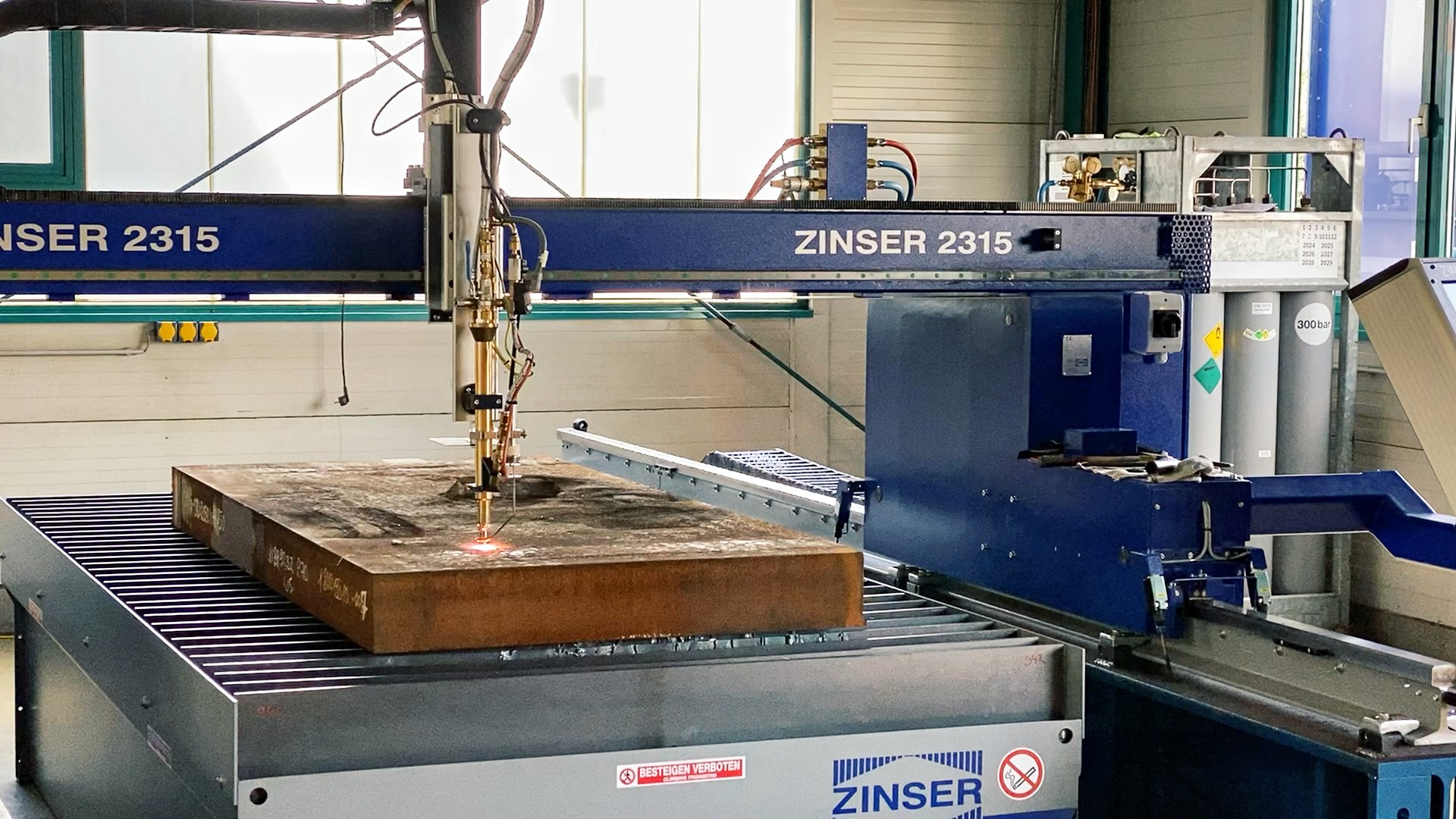
5. Entwicklung, Konstruktion und TÜV-geprüfte Berechnung eines individuellen Abdichtungsbauteils
6. Ausbrennen der Bauteilgeometrie aus unseren lagerhaltigen zertifizierten  Rohmaterialien an unserem Stammwerk in Bad Dürkheim. (bis 300 mm Plattenstärke In-House möglich)
Rohmaterialien an unserem Stammwerk in Bad Dürkheim. (bis 300 mm Plattenstärke In-House möglich)
7. Programmierung und des Bauteils mit modernster computersimulierter 3D-CAM Software und Übertragung der Maschinenprogramme auf unsere CNC-Fräszentren
8. Fertigung Ihres Bauteils mit höchster Präzision durch vollständig computergesteuertes Fräsen sowie anschließender vollautomatischer Bauteilvermessung
 9. Abschließende Qualitätsprüfung und Dokumentenprüfung der fertigen Bauteile durch das durchführende Leckageabdichtungsteam sowie Vorbereitung der Montage
9. Abschließende Qualitätsprüfung und Dokumentenprüfung der fertigen Bauteile durch das durchführende Leckageabdichtungsteam sowie Vorbereitung der Montage
10. Montage des Bauteils vor Ort und Abdichten der Leckage sowie Übergabe der vollständigen Dokumentation zum Erhalt der Betriebserlaubnis der Anlage
Impressionen










https://gidema.de/sitemap/itemlist/category/25-leistungen#sigProId3ddc8ba92e
 Die richtige und kontrollierte Verschraubung ist eines der grundlegenden Elemente einer guten und dichten Flanschverbindung.
Die richtige und kontrollierte Verschraubung ist eines der grundlegenden Elemente einer guten und dichten Flanschverbindung.
Wir bieten Ihnen neben der Berechnung der Flanschverbindung unter Berücksichtigung des Flansches, der Dichtung und der Schrauben nach DIN EN 1591-1, einen Verschraubungsservice vor Ort an.
Unsere Leistungen im Bereich Verschraubungen:
- Vorspannverschraubung: zuverlässige Methode zum gleichmäßigen Anziehen einer Flanschverbindung, dient als Vorbereitung zur Drehmomentverschraubung
- Drehmomentverschraubung bis 38500 Nm: Die Schrauben werden mit einem optimalen Kraft-Gewicht-Verhältnis mit hydraulischen Drehmomentschlüsseln kontrolliert verschraubt
- Berechnung der Drehmomente und Flanschverbindung nach DIN EN 1591-1
- Dokumentation der Verschraubung
- Flanschspreizer: sichere und einfache Trennung von Flanschen mit hydraulischen Flanschspreizern
- Mutternsprenger: Durch das Aufsprengen der Mutter können Schrauben schnell vom Flansch entfernt werden
Wir bieten Ihnen die Berechnung Ihrer Flanschverbindungen nach DIN EN ISO 1591-1 unter Berücksichtigung der Flanschblätter, Dichtungen, Schrauben sowie der Druck- und Temperaturparameter und dokumentieren diese Normkonform.
Unsere Berechnungsergebnis gibt Ihnen Auskunft über folgende Merkmale:
- Anzugsdrehmomente der Schrauben bei Montage
- Auslastungsgrad der Schrauben bei Prüf- und Betriebsdruck
- Auslastungsgrad der Dichtung bei Prüf- und Betriebsdruck
- Auslastungsgrad des Flansches bei Prüf- und Betriebsdruck
- Dokumentation des Rechenweges (inkl. aller Gleichungen) zur späteren Nachverfolgbarkeit
- Flanschblattneigung in Grad
- Normkonformität der Flanschverbindung gemäß DIN EN ISO 1591-1
Sie verfügen über Bauteile, Baugruppen und Anlagenteile, welche auf dem Markt nicht mehr erhältlich sind? Die technische Dokumentation fehlt oder ist unvollständig? Technische Spezifikationen sind nicht mehr bekannt? Sie möchten Ihr Bauteil modifizieren, um neuen Anforderungen gerecht zu werden?
Wir bieten unseren Kunden ganz nach unserem Motto "engineered to fit" die Entwicklung, Konstruktion, Erstellung einer technischen Dokumentation sowie die Fertigung von Sonderersatzteilen und Baugruppen an. Als Auftragsgrundlage arbeiten wir mit Musterteilen, technischen Dokumentationen als Vorgabe oder Handskizzen und erörtern im Gespräch mit unseren Kunden die genauen Anforderungen und die Gestaltung des Bauteils.
 Re-Engineering bei GIDEMA:
Re-Engineering bei GIDEMA:
- Sonderkonstruktion nach Muster oder Skizze
- Vermessung ihres Musterteils in modernen Laboren
- Werkstoffanalysen mittels energiedispersiver Röntgenmikroanalyse (EDXA) zur Bestimmung des Ursprungswerkstoffs
- Entwicklung und Konstruktion des Bauteils
- Erstellung der technischen Dokumentation (Zeichungen, etc.)
- Modifikation des Musterbauteils
- Herstellung Ihres Bauteils inklusive aller notwendigen Prüfungen
>> engineered to fit! <<
 Für den sicheren Betrieb müssen Sicherheitsarmaturen regelmäßig gewartet und auf ihre Funktionsfähigkeit geprüft werden. Vertrauen Sie auf unsere jahrzehntelange Erfahrung im Umgang mit der Reparatur und Einstellung von Sicherheitsventilen.
Für den sicheren Betrieb müssen Sicherheitsarmaturen regelmäßig gewartet und auf ihre Funktionsfähigkeit geprüft werden. Vertrauen Sie auf unsere jahrzehntelange Erfahrung im Umgang mit der Reparatur und Einstellung von Sicherheitsventilen.
Unser geschultes Fachpersonal ist in der Lage, in enger Zusammenarbeit mit dem TÜV und spezieller Werkstattausrüstung umfangreiche Reparaturen und Druckumstellungen an Sicherheitsventilen durchzuführen. Alle Funktions- und Druckprüfungen erfolgen an TÜV-überwachten stationären und mobilen Prüfständen und werden auf Wunsch mit Prüfzertifikaten des TÜVs dokumentiert.
Unser Sicherheitsventil-Service

- Demontage
- Säuberung
- Schadteilermittlung
- Reparatur und Montage
- Service an federbelasteten Sicherheitsventilen mit Hilfssteuerungen (pneumatisch, hydraulisch, elektropneumatisch)
- Druckumstellung
- Druck- und Funktionsprüfung (optional mit TÜV Abnahme nach 2nd Party Prinzip)
- Verplombung und Prüfzertifikat durch den TÜV
- Überprüfung des Ansprechdrucks
- Farbgebung / Anstrich
- Dokumentation
Wir bieten Ihnen gerne auch die wiederkehrende Prüfung Ihrer Sicherheitsventile an.
![]()
 Mit unserem geschulten Service- und Reparaturteam bieten wir Ihnen die fachgerechte Instandsetzung unterschiedlichster Getriebetypen vor Ort oder in unserem Werk Bad Dürkheim an.
Mit unserem geschulten Service- und Reparaturteam bieten wir Ihnen die fachgerechte Instandsetzung unterschiedlichster Getriebetypen vor Ort oder in unserem Werk Bad Dürkheim an.
Wir bieten Ihnen folgenden Service:
- Schadensbefundung
- Instandsetzung von Getrieben aus der chemischen, petrochemischen, Zucker-, Kunststoff und Gummiindustrie
- Herstellung von kompletten Zahnradsätzen oder Laufsätzen
- Qualitätsicherung
- Vermessung von beschädigten Getriebeelementen für Re-Engineering
- Modifikation zur Erhöhung der Standzeiten oder zur Reduktion von Laufgeräuschen
Wir fertigen für Sie auf unseren mode rnen CNC-Bearbeitungsmaschinen Werkstücke nach Ihren Zeichnungsvorgaben in kleinen bis mittleren Serien an.
rnen CNC-Bearbeitungsmaschinen Werkstücke nach Ihren Zeichnungsvorgaben in kleinen bis mittleren Serien an.
Durch unsere interne Konstruktionsabteilung ist eine Herstellung von Einzelteilen für die Ersatzteilbeschaffung möglich. Die bearbeitbaren Materialien sind Stahl, Edelstahl, Messing- und Kupferlegierungen, Kunststoffe, Gusswerkstoffe und Aluminium.
Folgende maximalen Verfahrwege können wir Ihnen zur Herstellung Ihrer Werkstücke anbieten:
- X-Achse: 3.500 mm
- Y-Achse: 1.500 mm
- Z-Achse: 1.200 mm
Unsere Spezialität
- Das Fräsen und Formen von Gewinden
- Das Erstellen komplexer Konturen, wie das Herstellen von Taschen und Mehrkantfräsen
- Die Bearbeitung von Werkstoffen bis zu einer Härte von HRC 62
More...
 Wir fertigen für Sie auf unseren modernen CNC- und zyklengesteuerten Drehmaschinen Werkstücke nach Ihren Zeichnungsvorgaben in kleinen bis mittleren Serien an. Ebenso ist eine Herstellung von Einzelteilen für die Ersatzteilbeschaffung mit Unterstützung unserer internen Konstruktionsabteilung möglich.
Wir fertigen für Sie auf unseren modernen CNC- und zyklengesteuerten Drehmaschinen Werkstücke nach Ihren Zeichnungsvorgaben in kleinen bis mittleren Serien an. Ebenso ist eine Herstellung von Einzelteilen für die Ersatzteilbeschaffung mit Unterstützung unserer internen Konstruktionsabteilung möglich.
Die bearbeitbaren Materialien sind Stahl, Edelstahl, Messing- und Kupferlegierungen, Kunststoffe, Gusswerkstoffe und Aluminium.
Folgende maximale Verfahrwege können wir Ihnen zur Herstellung Ihrer Werkstücke anbieten:
- Drehdurchmesser max. 1.200 mm
- Spitzenlänge max. 4.000 mm
Unsere Kompetenz
- Die Bearbeitung mit angetriebenen Werkzeugen zur Herstellung dezentraler Bohrungen, Gewinde oder Mehrkantkonturen
- Teile mit komplizierten geometrischen Formen wie Kegel, Zapfen, Spindeln oder Kugeln
- Die Bearbeitung nicht-metallischer Werkstoffe wie z.B. PTFE, Kohle oder diverser Kunststoffe
- Die Bearbeitung von Werkstoffen bis zu einer Härte von HRC 62
- Instandsetzung von Verdrängerpumpen
- Anfertigung aller rotationssymetrischen Teile
- Bessere Standzeiten durch Modifikation und Vermessung der Lagerkomponenten
- Gleitlager nach Kundenwunsch aus Vollhartmetall, Wolframcarbid, PEEK

Wir entwickeln, konstruieren und produzieren anhand Ihrer Vorgaben komplette Maschinen, Armaturen, Sicherheitseinrichtungen, Re-Engineering von Ersatzteilen und liefern dazu sämtliche Konstruktionspläne inklusive Dokumentation.
Unsere qualifizierten Konstrukteure arbeiten mit modernster Bearbeitungstechnologie und setzen auch komplexe Konstruktionen detailgetreu und schnell um.
Auf Wunsch begutachten wir auch bei Ihnen vor Ort und nehmen direkt Maß.
Wir konstruieren mit der Computer Aided Design (CAD) Software Solid Edge und der Computer Aided Manufacturing (CAM) Software Esprit.


Mit unseren mobilen Reinigungscontainersystemen bieten wir die fachgerechte und moderne Industriereinigung von Armaturen, Spülleitungen und anderen technischen Teilen vor Ort und in Anlagennähe an.
Die Reinigung erfolgt mittels einer Hochdrucklanze in einem geschlossenen System entsprechend WHG §19. Durch die leistungsstarke Luftabsaugung werden gefährliche Atmosphären verhindert und durch die Bodenwannen der mögliche Austritt kontaminierter Flüssigkeiten ausgeschlossen. Aufgrund dieser Merkmale ist eine Reinigung kontaminierter Teile auf einer nicht WHG zertifizierten Fläche bedenkenlos durchführbar.
Das hierzu nötige, geschulte Reinigungspersonal, welches auch unter Vollatemschutz arbeiten kann sowie die Sicherheitsausrüstung wird auf Wunsch von uns gestellt.
Im Bezug auf Armaturen bieten wir nicht nur die "grobe" Hochdruckreinigung, sondern bieten die komplette Zerlegung der Armaturen und die Entsorgung kontaminierter weichdichtender Elemente vor Ort an. Damit ist gewährleistet, dass nach unserer Reinigung die Armaturen absolut kontaminationsfrei sind.